Développement du condensateur de Tantalum Chip en Chine: Opportunité et défi
May 10, 2024
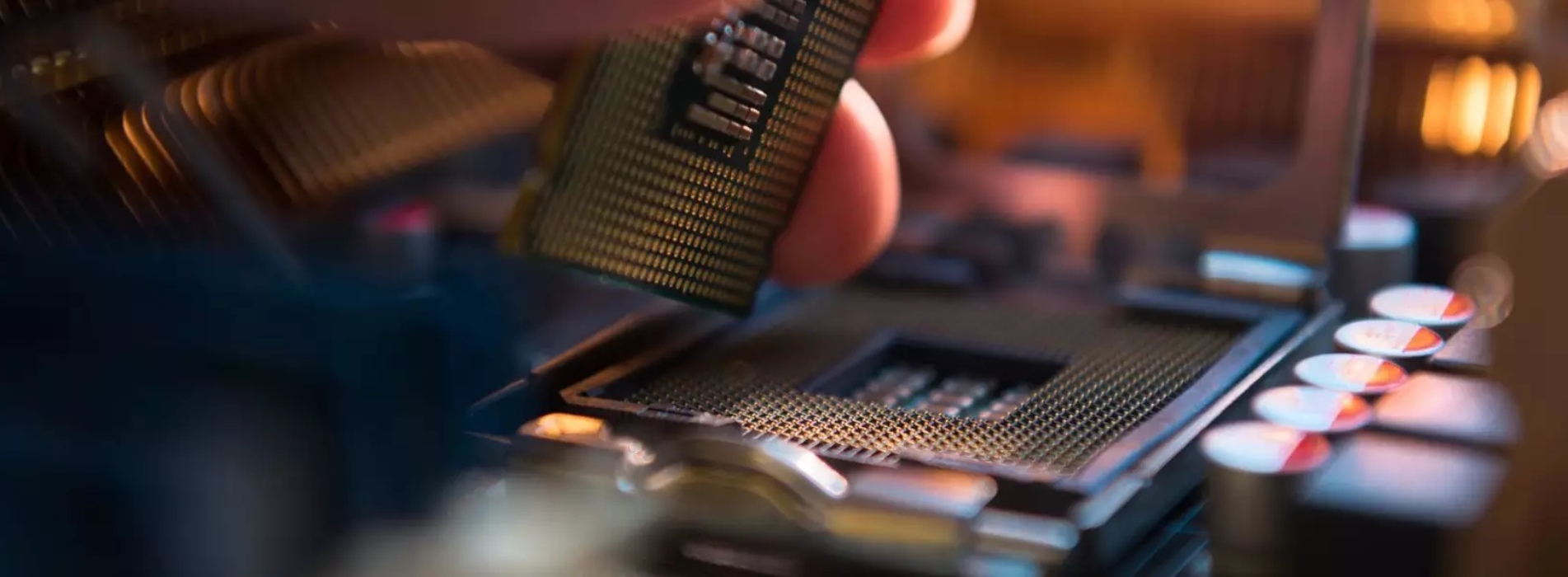
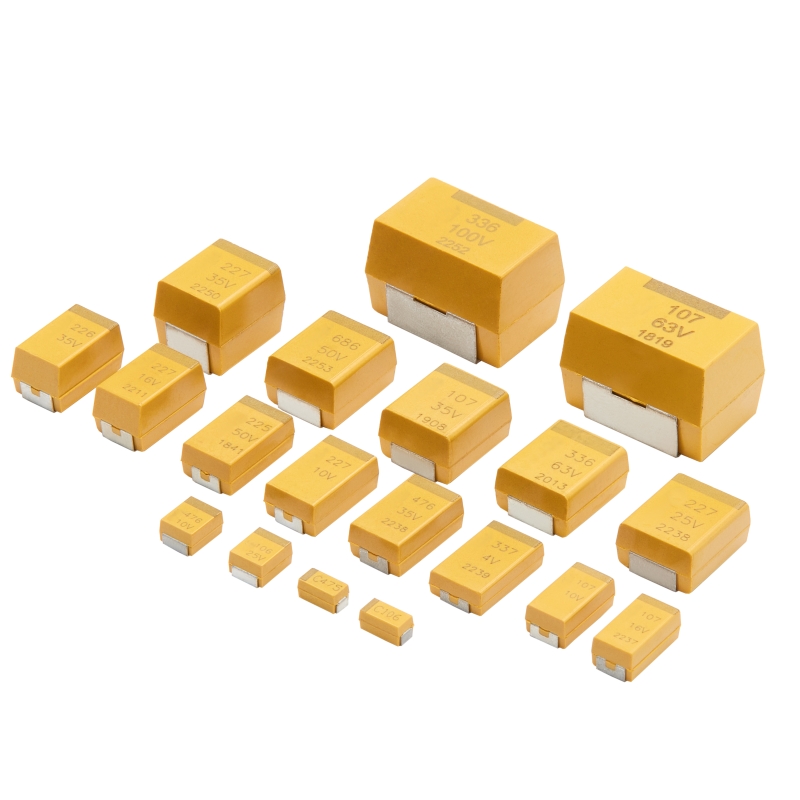
La plage de tension nominale de condensateur de tantalum à puce est de 4 ~ 50V, la plage de capacité est de 0,047 ~ 330 UF et la plage de température de travail est de -80 ° C~ + 155 ℃.L'emballage est divisé en trois types: type de non-emballage, type d'emballage de moulage et type d'emballage en résine. Il a les caractéristiques de bonnes caractéristiques à haute fréquence, de grande capacité, de petit volume, de faible impédance et de petit courant de fuite, largement utilisé dans les ordinateurs, les téléphones mobiles, les téléavertisseurs, les échanges contrôlés par le programme, les télécopies et les équipements militaires. Développement du marché internationalEn raison de la large gamme de capacité de condensateur électrolytique en tantale et de la maturité élevée de la technologie des puces et de la structure des produits, le taux total de production et de puces augmente d'année en année. Selon les rapports pertinents, la production de condensateurs électrolytiques tant que dans le monde est passée de 11 milliards en 1995 (demande du marché de 2,165 milliards de dollars américains) à 18 milliards en 1998, 21 milliards en 1999, 24 milliards en 2000, 27 milliards en 2001 et 31 milliards en 2002. Le taux de croissance annuel moyen des condensateurs électrolytiques en tantale était de 16,9% de 1995 à 2000 et 13,6% de 2000 à 2002. La demande du marché des condensateurs électrolytiques traditionnels en tant que diminue diminue d'année en année, tandis que celui du condensateur électrolytique de puce en tant que tantalum augmente d'année en année. La production globale des condensateurs électrolytiques de puce en tantale est passée de 7,9 milliards en 1995 avec un taux de puce de 71% à 19 milliards en 2000 avec un taux de puce de 80%. À l'heure actuelle, le taux de puce a dépassé 90%. Sa direction de développement est la suivante: (1) Une fiabilité élevée avec le condensateur électrolytique en tant que puce est largement utilisée, afin d'assurer le fonctionnement normal de l'équipement électronique et adapté à toutes sortes d'environnement sévère, sa fiabilité est avancée et plus élevée. Dirigé par les États-Unis, afin de répondre aux besoins de l'équipement militaire et d'améliorer constamment sa fiabilité, comme les satellites, les navettes spatiales, etc. ont atteint le niveau de huit fiabilité ou plus. (2) Avec l'amélioration continue de la capacité spécifique de la poudre de tantale, le condensateur électrolytique de tantalum à puce de grande capacité se développe en continu: premièrement, sous la condition de la même taille, du même volume et de la résistance à la tension, la capacité du condensateur électrolytique de tantalum en puce augmente de plus en plus ; La seconde consiste à développer des condensateurs électrolytiques à tantalum à puce à haute tension et une plus grande capacité pour répondre aux besoins du développement de machines électroniques. (3) Le petit volume est représenté par le Japon, le condensateur électrolytique à tantalum à puce à petit volume se développe en continu, en plus de la production à grande échelle et de la mise à grande échelle sur le marché 0805, 0402 a été développée avec succès en laboratoire. (4) Résistance aux séries à haute fréquence et à faible équivalent (ESR) À la fin des années 1980, les États-Unis ont d'abord développé un condensateur électrolytique de tantale à puce à faible ESR, qui a été largement utilisé dans l'électronique militaire. Comme T494 Andt495 de Kemet, TPS d'Avx, 595Dof Sprague, etc. Il est rapporté que Kemet a développé un ESR de moins de 20 m Ω de produits. À l'heure actuelle, AVX, NEC, Hitachi, Matsushita et Kemet sont les principaux fabricants de condensateurs électrolytiques en tantale au monde, avec une capacité annuelle de 2 à 7 milliards. Parmi eux, AVX Company des États-Unis représente 25% de la part de marché des condensateurs électrolytiques à THIP Tantalum au monde, et la citation d'AVX et Kemet est très faible, ce qui rend les entreprises nationales incapables de rivaliser avec eux. Développement du marché chinoisLe marché intérieur des condensateurs électrolytiques de THIP Tantalum a deux caractéristiques: l'une est que 90% de la part de marché est occupée par des produits importés; L'autre est que le prix moyen des produits domestiques est environ le double de celui des produits importés. Cela signifie que les entreprises nationales ont rencontré une résistance sérieuse dans le développement de condensateurs électrolytiques en tant que Tantalum, et les produits ont été vaincus par la guerre des prix avant d'entrer sur le marché. En 2000, 3,324 milliards de condensateurs électrolytiques au Tantalum ont été importés, avec une croissance annuelle de 306,4% et une consommation de change de 624,833 millions de dollars américains, avec une croissance annuelle de 273,7%; La production intérieure est de 1,265 milliard, l'exportation est de 1,069 milliard, avec une croissance en glissement annuel de 58,4%, et les gains en change sont de 526,63 millions de dollars américains, avec une croissance annuelle de 95,3%; La demande totale du marché intérieur est de 3,52 milliards de pièces et 77 millions de dollars américains; La part de marché des condensateurs électrolytiques à puce à puce intérieure est respectivement de 5,6% et 16,2%. L'écart est dû au fait que le prix domestique moyen des condensateurs électrolytiques à la puce domestique est trois fois celle des produits importés. La faible part de marché nous fait voir le grand écart. En 2001, la production intérieure de condensateurs électrolytiques Chip Tantalum était de 1,92 milliard, avec une croissance annuelle de 51,5%. Bien que ce soit la marée basse du développement économique mondial, l'exportation a encore augmenté de 52,4% en glissement annuel à 1,63 milliard, mais parce que le prix d'exportation moyen a diminué de 51,0%, le gain de change n'était que de 422,32 millions de dollars américains, avec une baisse en glissement annuel de 25,3%; En raison du grand développement de la production nationale de téléphones mobiles, le volume d'importation a doublé à 7,576 milliards sur la même période de l'année dernière. Comme le prix d'importation moyen a également chuté de 35,6%, la consommation de change était de 925,2367 millions de dollars américains, en hausse de 46,9% par rapport à la même période de l'année dernière; La demande totale du marché intérieur était de 7,86 milliards de pièces et 108 millions de dollars américains, avec une croissance annuelle de 123,3% et 40,3% respectivement; La demande totale du marché intérieur était de 7,86 milliards de pièces et 108 millions de dollars américains, avec une croissance annuelle de 123,3% et 40,3% respectivement; La part de marché des condensateurs électrolytiques à puce à puce intérieure est respectivement de 3,7% et 11,9%, et la part de marché continue de diminuer. En 2002, le prix d'exportation moyen des condensateurs électrolytiques à puce domestique a augmenté de 43,1% au lieu de diminuer, donc le volume d'exportation a diminué de 25,5% à 1,214 milliard, et les échanges étrangers gagnés étaient de 425135000 dollars américains, en hausse de 6,7% sur l'année; Le prix d'importation moyen a augmenté de plus en glissement annuel, atteignant 69,4%. Cependant, en raison de la forte demande sur le marché intérieur, le volume d'importation a encore augmenté de 20,2% en glissement ; On estime que la production annuelle des condensateurs électrolytiques de puce en tantale en Chine sera de 1,52 milliard, avec une diminution annuelle de 20,8%; La demande totale du marché intérieur était de 9,4 milliards de pièces et 213 millions de dollars américains, avec une croissance annuelle de 19,7% et 97,2% respectivement; La part de marché des condensateurs électrolytiques de tantalum à puces nationales est respectivement de 3,2% et 9,1%, ce qui est toujours en baisse. Le continent de la Chine est devenu l'un des plus grands consommateurs et principaux producteurs de condensateurs électrolytiques au Tantalum à puce au monde. Cependant, en raison du faible niveau de technologie de production intérieure, en particulier du coût de production élevé et du prix d'exportation moyen des entreprises nationales, non seulement l'exportation est réduite, mais les produits sont également difficiles à entrer sur le marché national de la production de téléphones portables. La part de marché intérieure est en baisse de plus en plus, et la demande du marché intérieur est satisfaite par un grand nombre d'importations. Le développement de condensateurs électrolytiques en tant que Chip Tantalum en Chine est confronté à de graves défis, et les entreprises nationales ont un long chemin à parcourir. Face à la réalité du développement rapide du marché intérieur du condensateur électrolytique de puce en tantale, ce n'est qu'une baisse du seau, et elle est au-delà de l'attente. Je ne sais pas quand la situation de la réunion organique mais pas difficile prendra fin.
EN SAVOIR PLUS














 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge