i. Précautions de stockage
Niveau de sensibilité à l'humidité (MSL):MSL3
Conditions de stockage:
Température:-5 ~ 40°C, Humidité: ≤60% HR
Exempt de gaz corrosifs. Après avoir retiré l'emballage sous vide, le condensateur ne doit pas être exposé à l'air pendant plus de 24 heures. Les condensateurs inutilisés doivent être à nouveau scellés sous vide ou stockés dans une armoire sèche.
ii. Précautions avant de souder
Condensateurs au tantale peut être fixé par brasage à la vague, brasage par refusion et brasage manuel. Il est recommandé d'utiliser le brasage par refusion dans les cas A, B, C, D, D1 et E (si un brasage manuel est requis, veuillez voir 2. Précautions pour les opérations de brasage manuel), et les boîtiers F et supérieurs ne conviennent que pour le soudage manuel (le condensateur au tantale à grand boîtier est soudé par refusion, en raison de l'expansion du noyau, il est très facile d'avoir des fissures dans le cas.).
1. Traitement de cuisson
Pour le condensateur CA55 qui a été déballé et exposé à l'air pendant plus de 24 heures, l'utilisateur doit retirer le ruban adhésif avant utilisation et effectuer une cuisson secondaire à un taux d'humidité élevé. ≤ 60 % RH pour garantir qu'il n'y a pas d'humidité excessive absorbée à l'intérieur du condensateur avant le soudage. La température et le temps de cuisson recommandés sont :
un. Pour le condensateur CA55 déballé et exposé à l'air pendant plus de 24 heures, il est recommandé de cuire à 125°C pendant 12 heures avant de souder.
b. Pour le condensateur CA55 qui a été déballé et exposé à l'air pendant plus d'une semaine, les boîtiers A, B, C, D1, D et E doivent être cuits à 125°C pendant 24 heures ; Les boîtiers F et supérieurs ne conviennent que pour le brasage manuel et il n'est pas nécessaire de procéder à une cuisson avant le soudage.
2. Soudure à la main
les condensateurs soudés à la main ne nécessitent pas de cuisson avant le soudage, mais la température de la panne du fer à souder doit être strictement contrôlée. Il est recommandé d'utiliser une température de soudure de 280-350 ℃ (Un fer à souder de puissance 30 W, un fer à souder électrique en céramique antistatique est recommandé). Parallèlement, il convient de noter que :
un. Il est interdit d'utiliser directement une panne de fer à souder pour chauffer le substrat de l'élément. Parce qu'un choc thermique excessif peut endommager la microstructure interne du composant, entraînant des problèmes de performances.
b. Le plot de soudure doit être pré-imprimé avec de la pâte à souder et l'épaisseur de la pâte à souder doit être contrôlée entre 0,15 mm et 0,20 mm.
c. Il est nécessaire d'utiliser un radiateur de circuit imprimé pour préchauffer les composants collés à au moins 125 ℃~150 ℃/5 minutes, en veillant à ce que la température du substrat du composant soit aussi proche que possible du point de fusion de la pâte à souder.
d. La position de la panne du fer à souder pour le chauffage du soudage est celle du plot de soudure et non du substrat du composant.
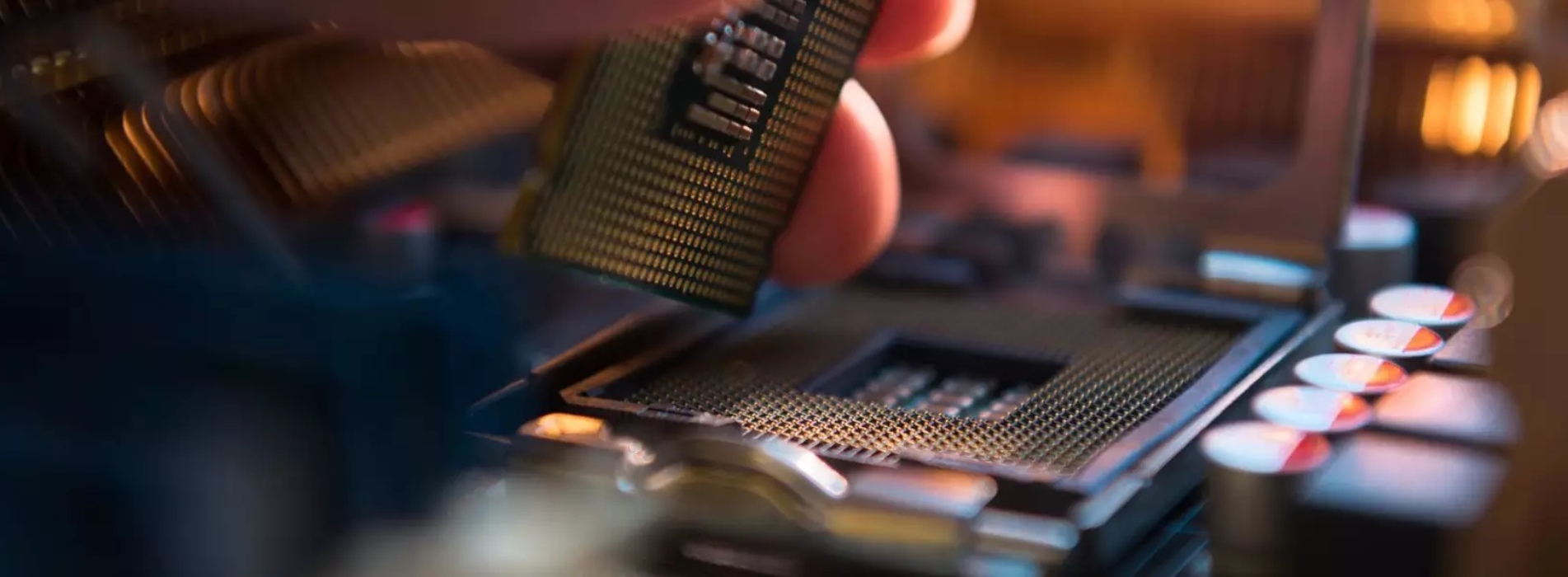
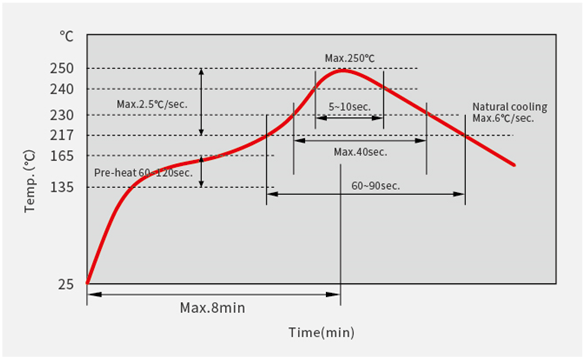
3. Soudure par refusion
La courbe de brasage par refusion convient aux cas A, B, C, D, D1, E :
Condensateurs sans plomb : la température maximale de soudure est de 250 ± 5°C
Condensateurs au plomb : la température maximale de soudure est de 235±5℃





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge